


Здравствуйте, уважаемые читатели и самоделкины!
Наверняка каждый из Вас отлично знает, что незаменимыми помощниками даже в небольшой домашней мастерской являются струбцины. Их существует множество разновидностей. Один из вариантов быстрозажимных струбцин — это так называемый гейферный захват.Чаще всего этот подвид применяется при выполнении сварочных работ, и изготавливается полностью из металла.
В данной статье Джон, автор YouTube канала «John Heisz — I Build It», расскажет Вам как он изготовил такой захват из фанеры.

Материалы.
— Листовая фанера 12 и 18 мм толщиной
— Шпилька, гайка
— Клей Titebond II, двухкомпонентный эпоксидный клей, прозрачный акриловый лак
— Клеевой карандаш, наждачная бумага, двухсторонний скотч.
Инструменты, использованные автором.
— Пружинные зажимы
— Шуруповерт, сверлильный станок
— Сверла Форстнера 15-100 мм
— Болгарка, алмазный диск по металлу
— Нейлер электрический
— Орбитальный, ленточный и барабанный шлифовальные станки
— Фрезерный станок, набор фрез по дереву
— Ножницы, карандаш, стамеска, киянка, кисть.
Процесс изготовления.
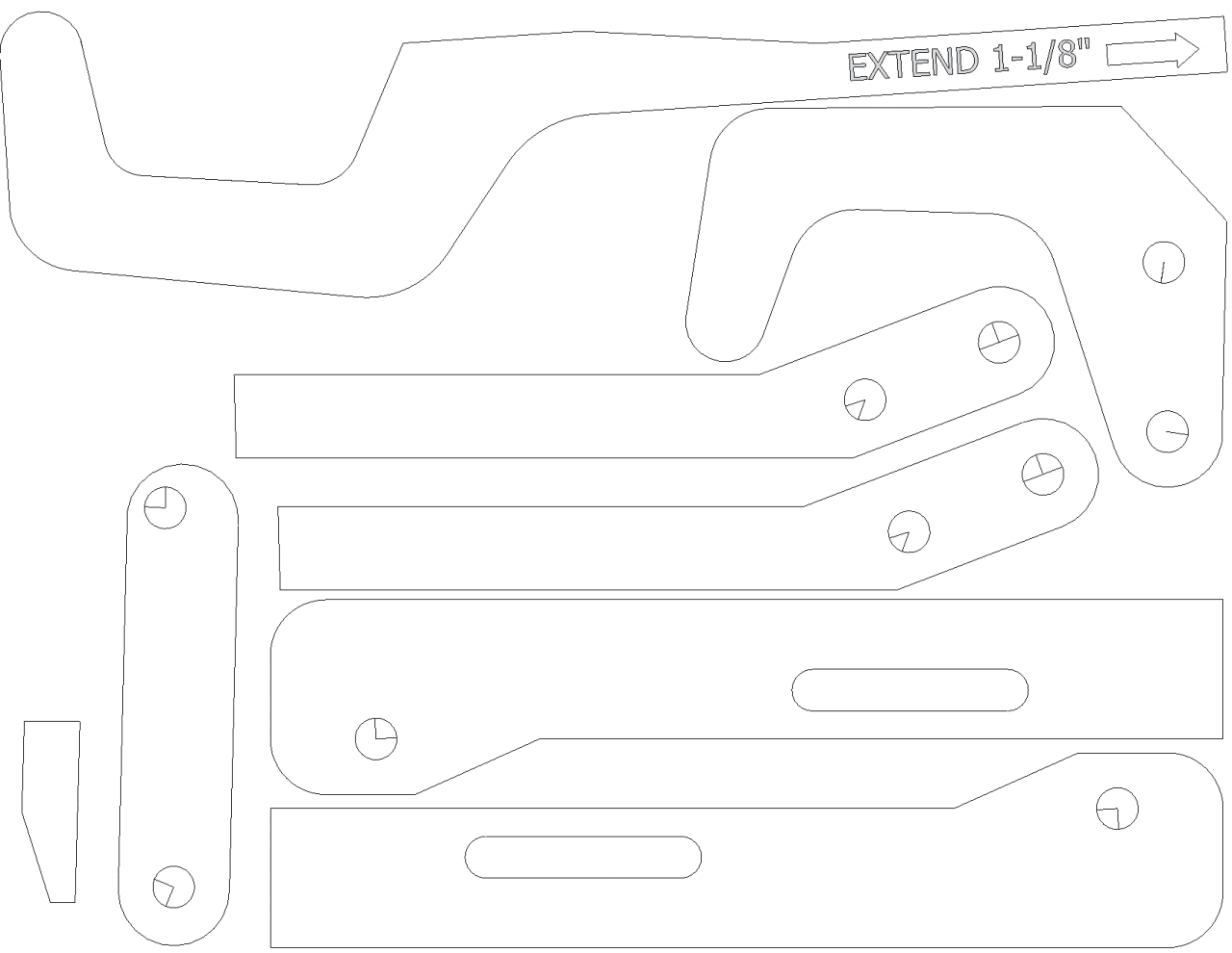
Джон любезно предоставил готовый шаблон, распечатав который, Вы сможете повторить это приспособление.
Эта картинка представлена ниже, а также на сайте у Джона.
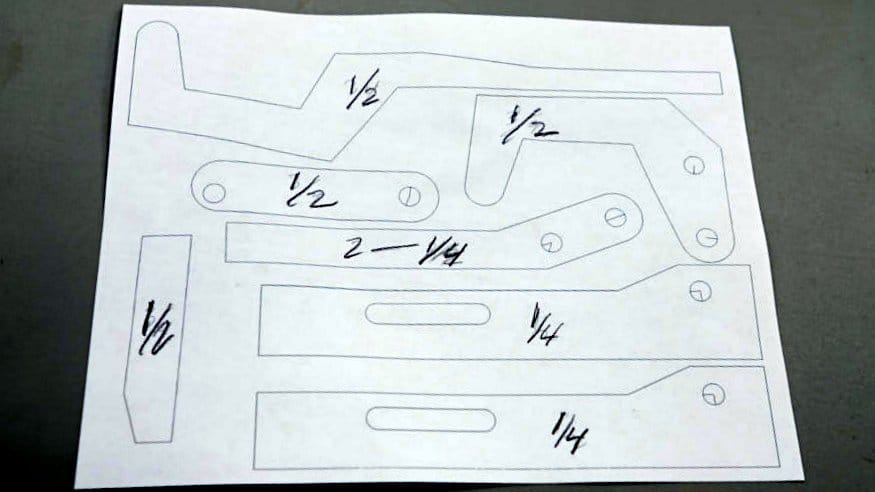
Первоначальная, рабочая версия шаблона выглядела вот так, и на деталях не были закруглены некоторые из углов.
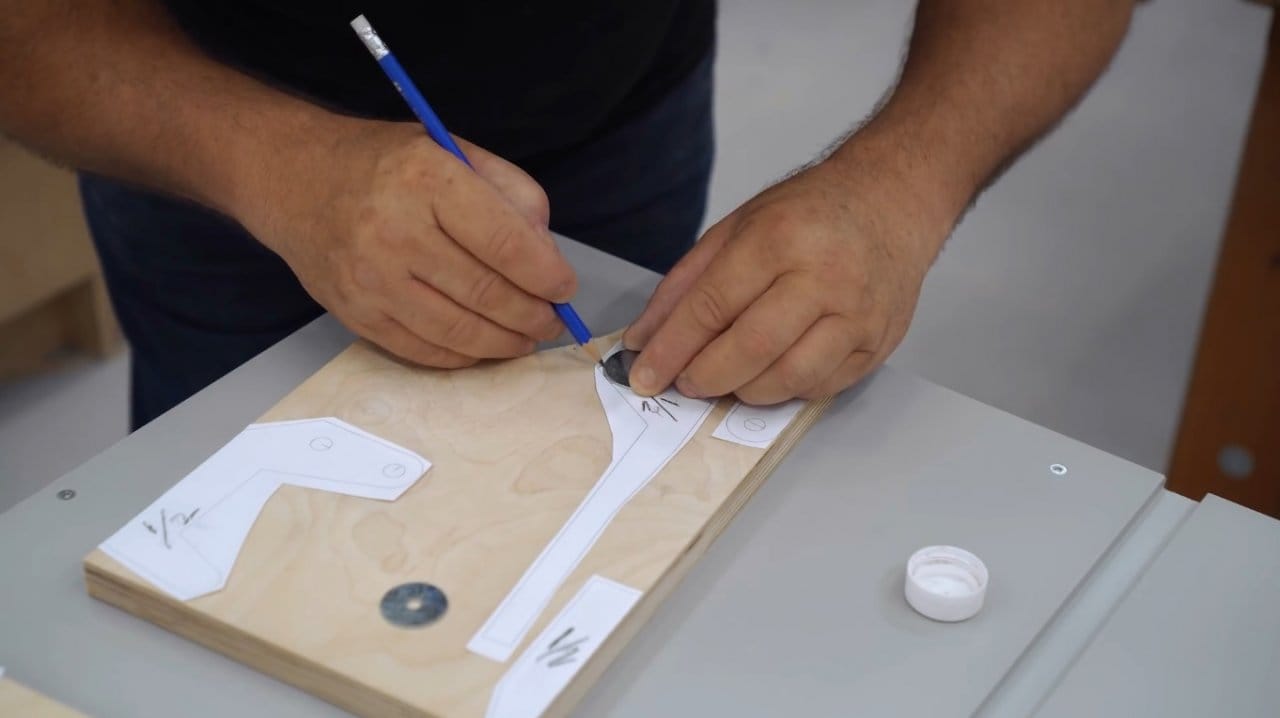
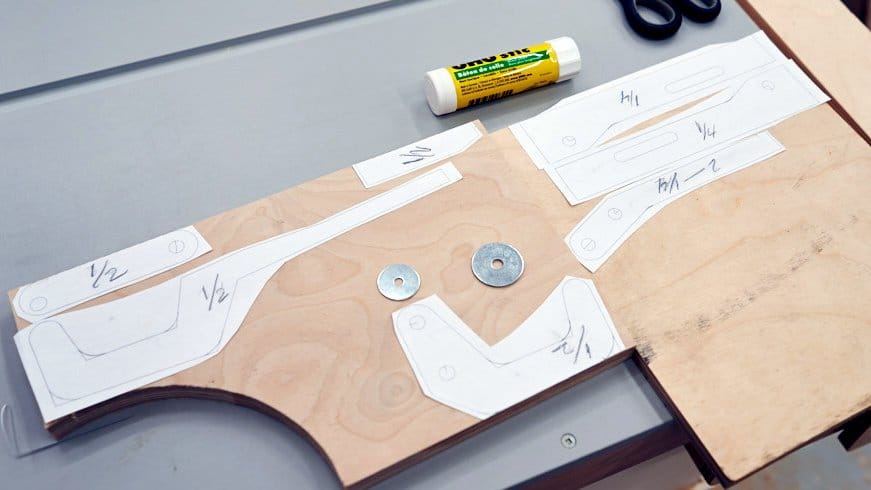
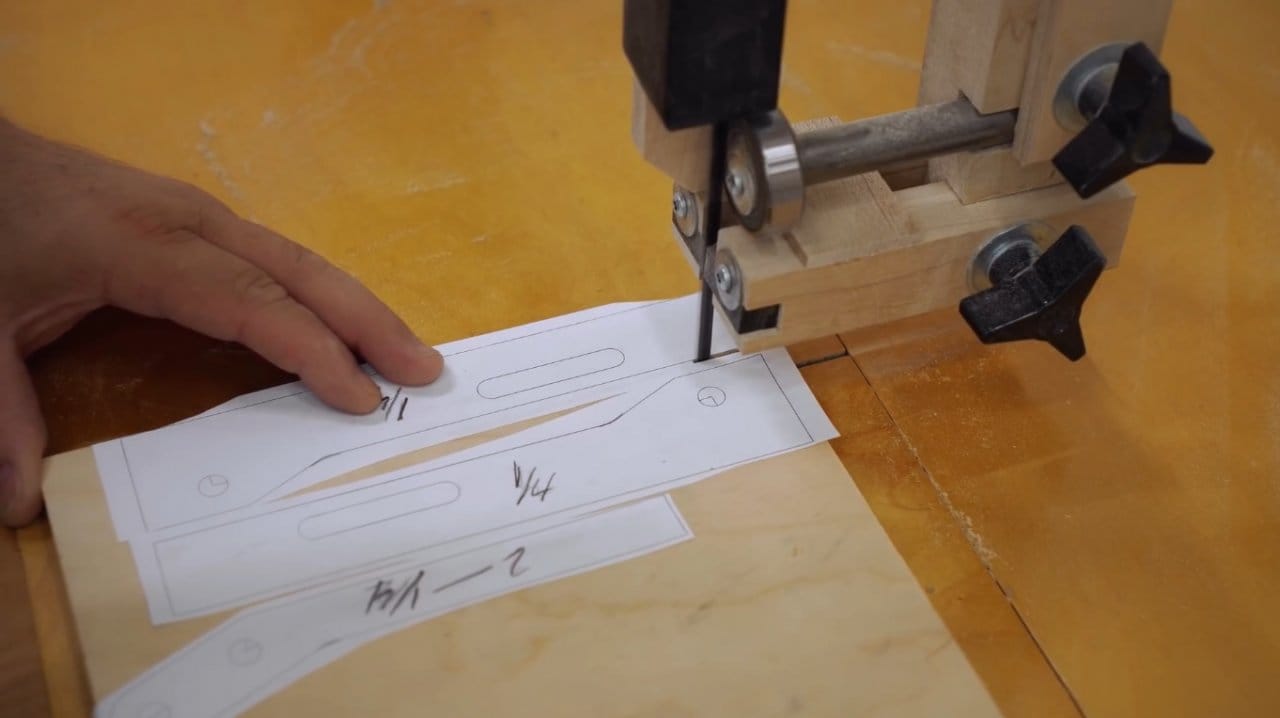
Сначала автор, используя распечатанный шаблон, приклеивает его части на лист фанеры с помощью клейкого карандаша (здесь используется фанера из древесины балтийской берёзы). Толщина листа составляет 0,5 дюйма.
Важно упомянуть такую деталь: всё, что помечено на чертежах размером в ¼ дюйма, будет вырезаться из фанеры на ½ дюйма (12 мм), а все детали, указанная толщина которых составляет ½ дюйма, будут изготавливаться из фанерного листа на ¾ дюйма (18 мм).
Учитывая толщину упомянутых деталей, зажим может получиться несколько толстым. Но то, что он будет крепким — можно заявить со всей уверенностью.
Используя обычную шайбу, автор немного подправляет углы на контурах, придавая им более округлый вид.
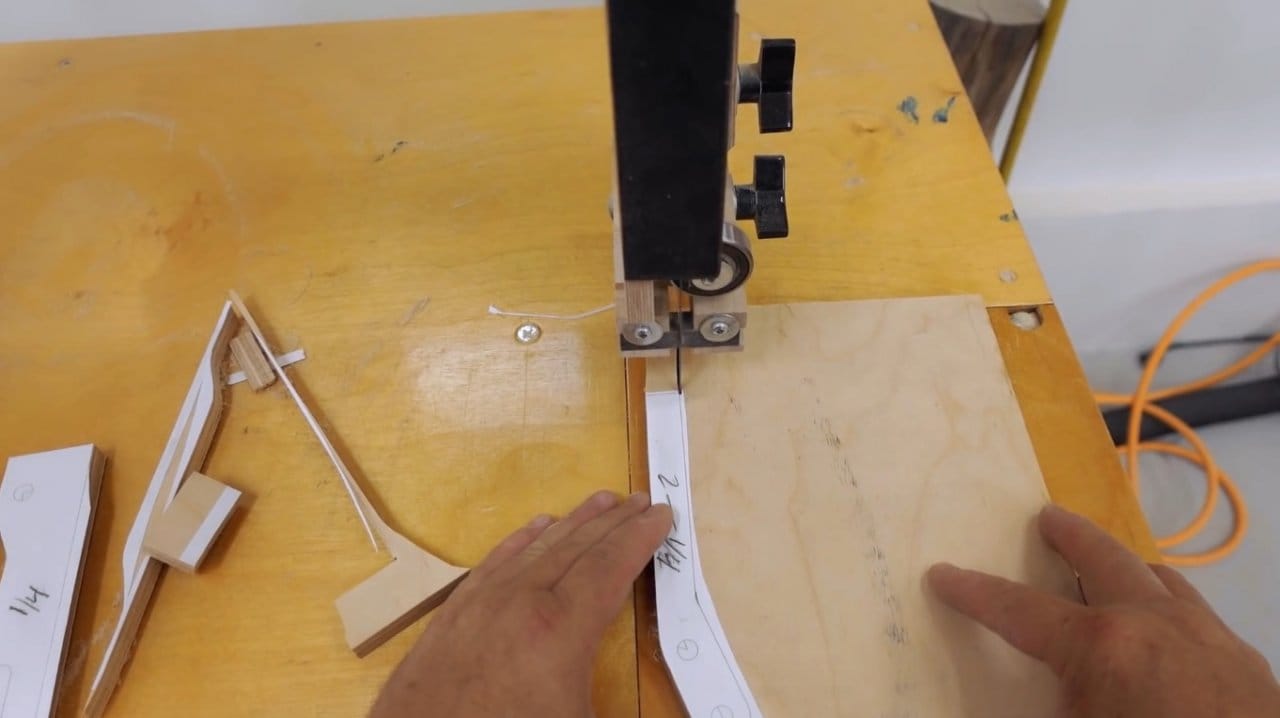
Все детали вырезаются по контуру с небольшим запасом при помощи ленточной пилы.
Контуры вторых экземпляров парных деталей переносятся на лист, и вырезаются на том же станке.
Конечно, эти работы можно выполнить при помощи электрического или ручного лобзика, однако на дополнительную обработку и подгонку уйдет больше времени.


Все парные детали скрепляются гвоздиками с помощью нейлера.

Теперь мастер обработает их на орбитальном и ленточном шлифовальном станке, подгоняя их к линиям разметки.

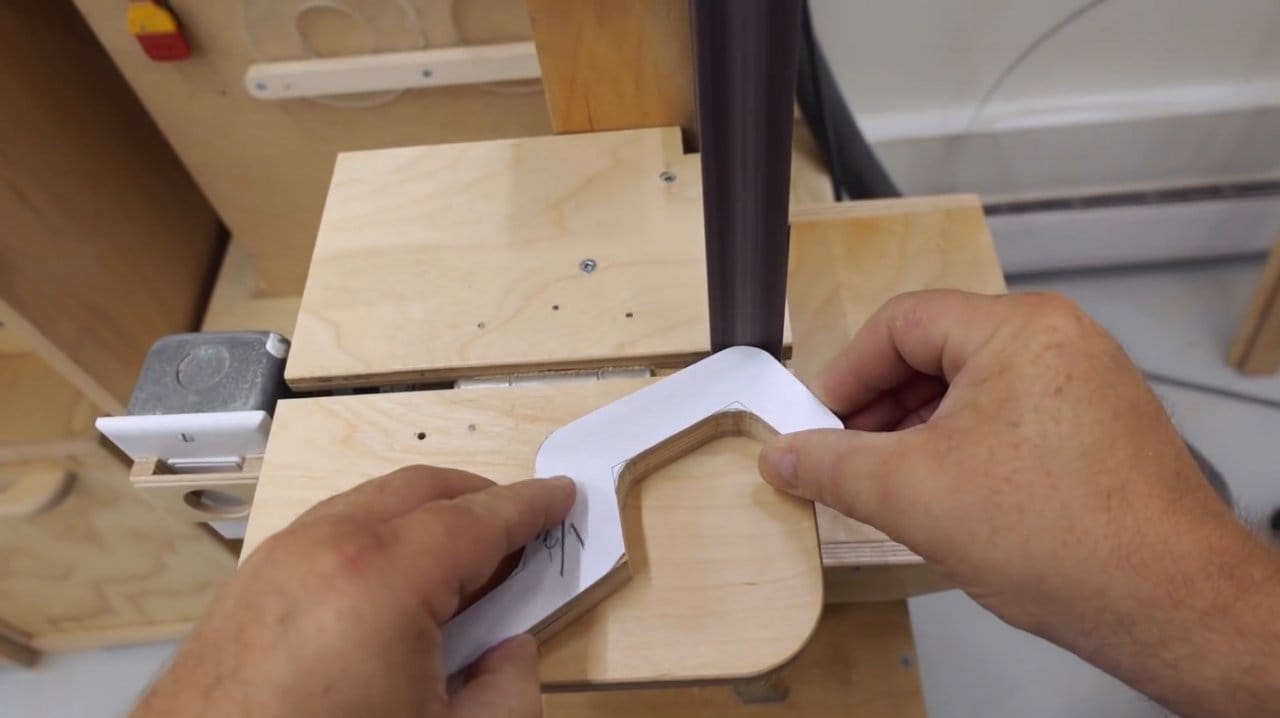
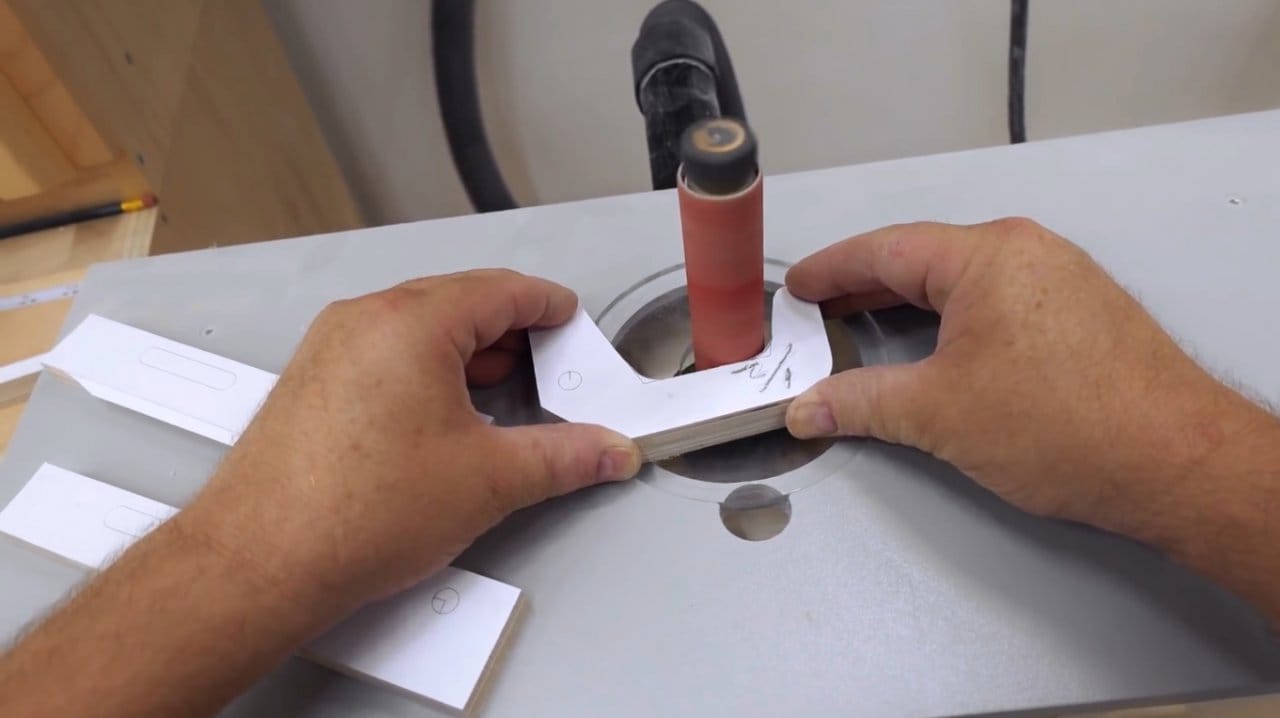
Внутренние края и изгибы обрабатываются на барабанном станке.
На чертежах были указаны оси на 9,5 мм в диаметре. В реальном же образце они будут несколько крупнее, и нарезаются из круглой палочки диаметром 11 мм.
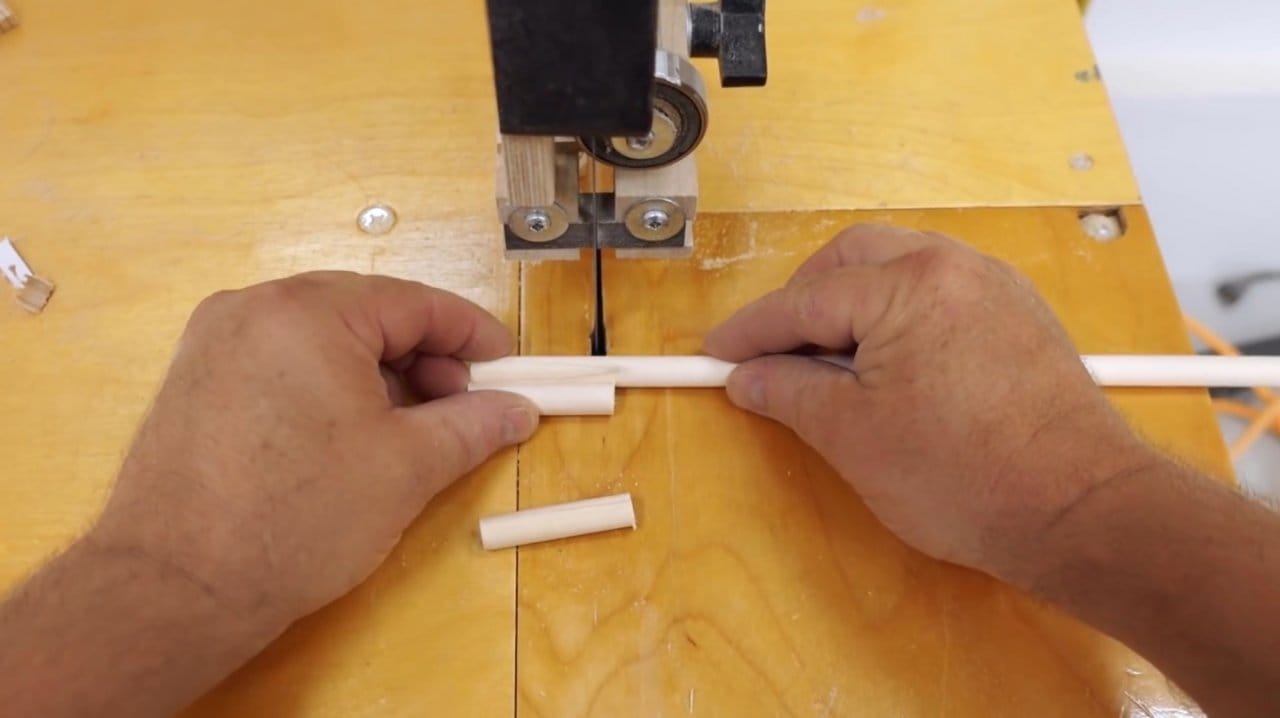
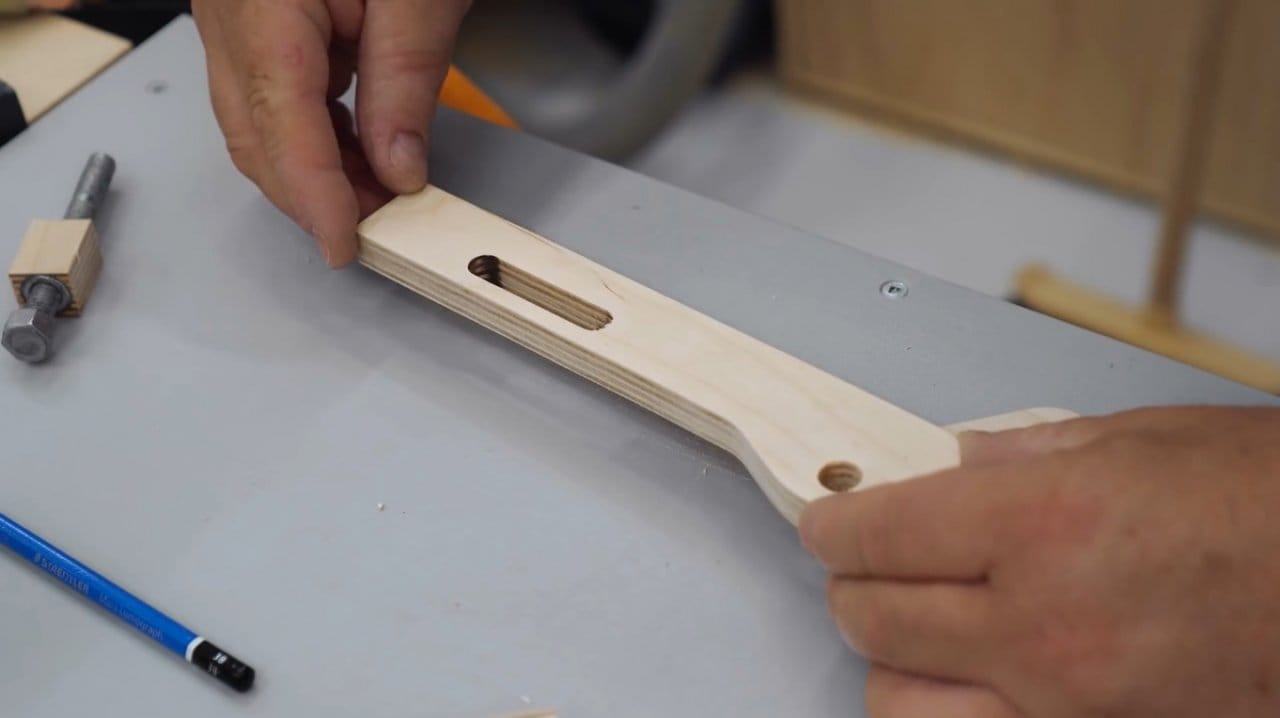
После этого вырезается ещё один штифт диаметром 9,5 мм, который будет передвигаться вдоль прорезей.
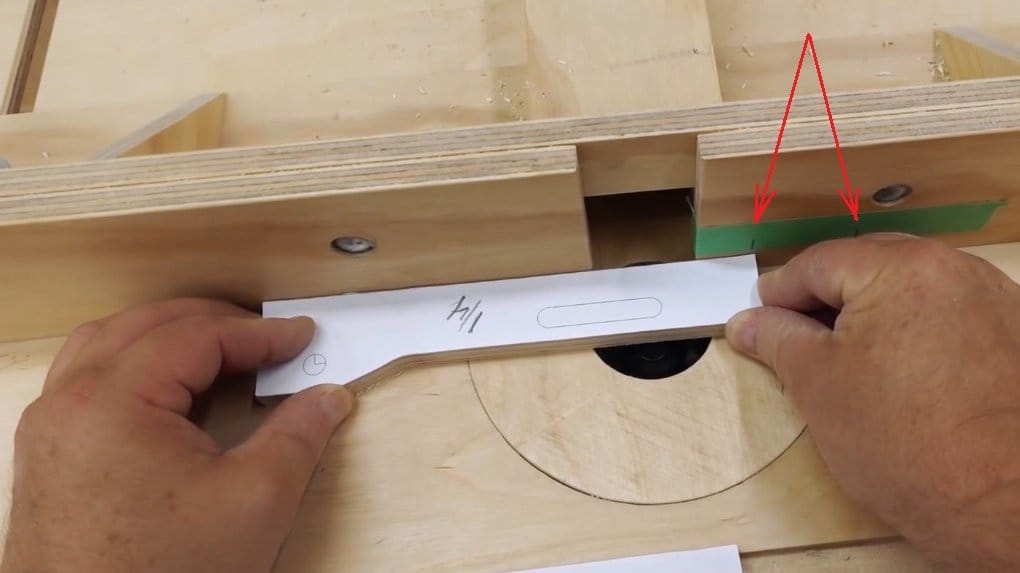
Данные прорези делаются на фрезерном станке концевой фрезой в 9,5 мм.
На упор станка наклеивается полоска клейкой ленты, метки на которой служат ориентиром тому, где начать и где закончить пропил.
 За первый проход автор проходит лишь половину глубины, а за второй — оставшуюся часть.
За первый проход автор проходит лишь половину глубины, а за второй — оставшуюся часть.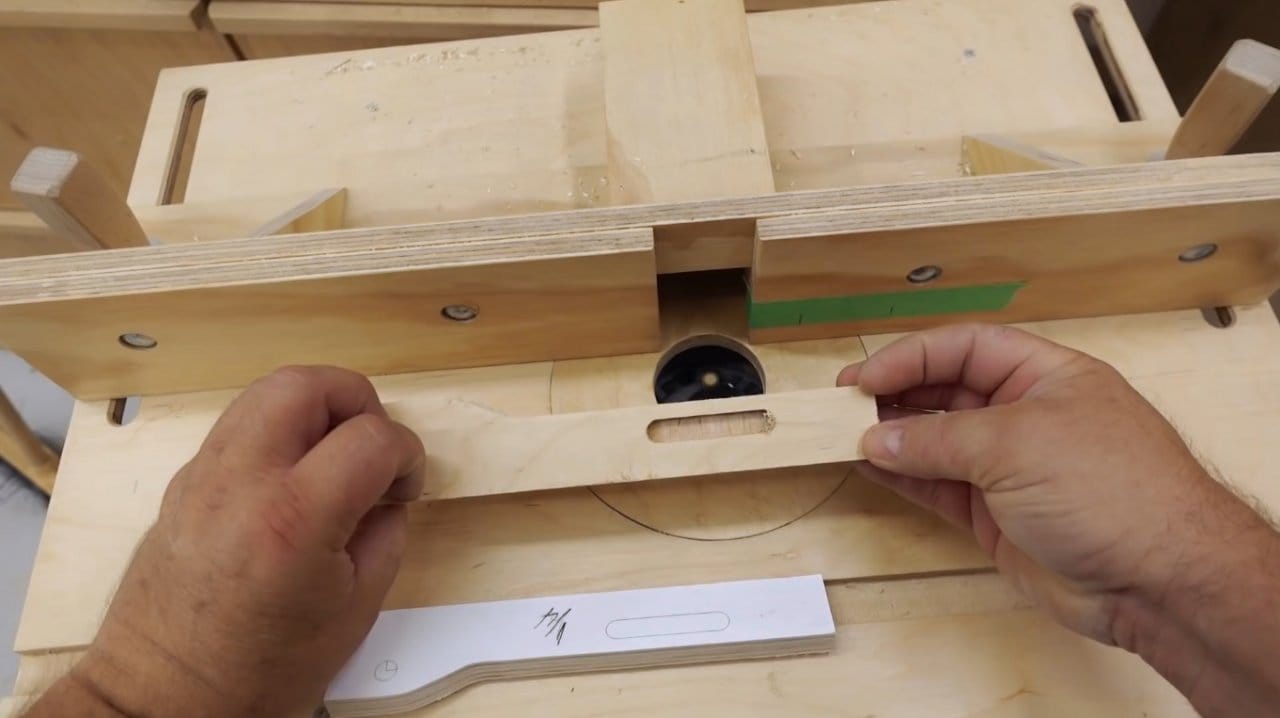
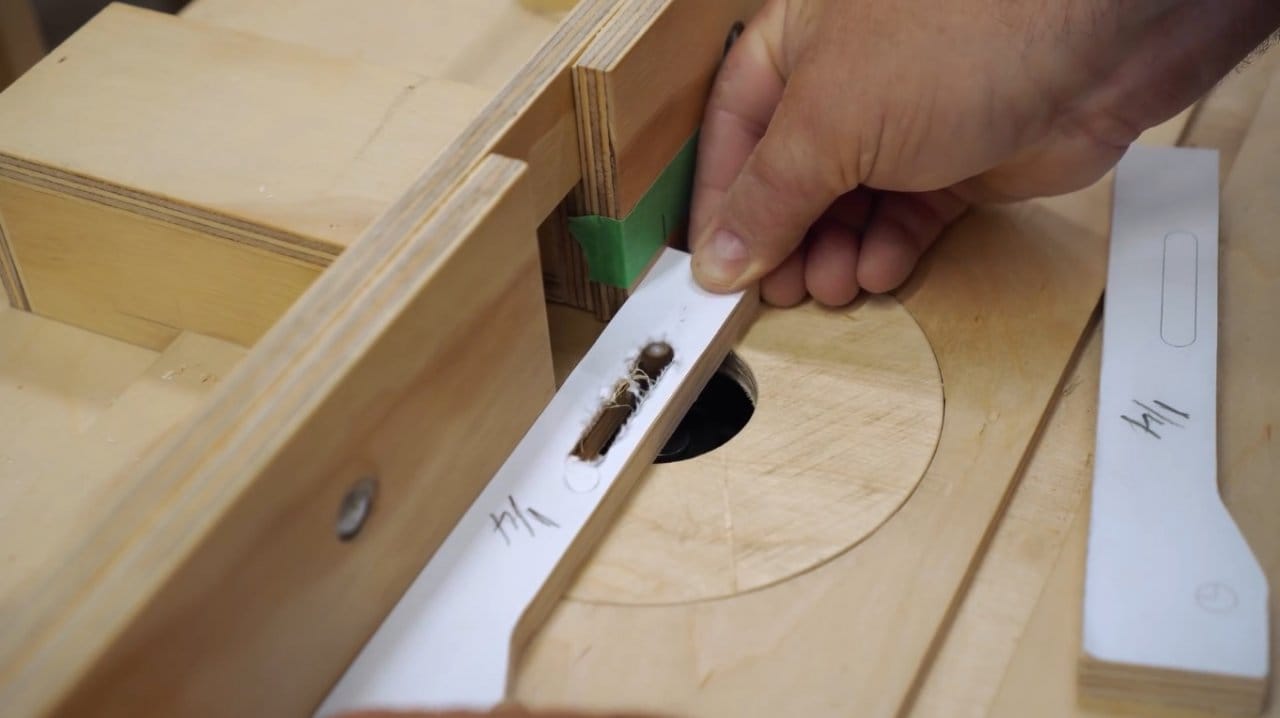

Согласно разметке, в деталях высверливаются отверстия.


После того, как отверстия в деталях пропилены, парные детали можно разнимать стамеской.

Отверстия наскоро зенкуются.

Теперь в них можно вставлять и вклеивать оси. Шканты намеренно вырезаются несколько длиннее, чем того требует конструкция.



Остатки бумажного шаблона счищаются с деталей стамеской.

Оси оказались несколько толще, чем надо, и детали слишком туго соединяются. Поэтому мастер слегка расширяет отверстия сверлом на 11,5 мм.

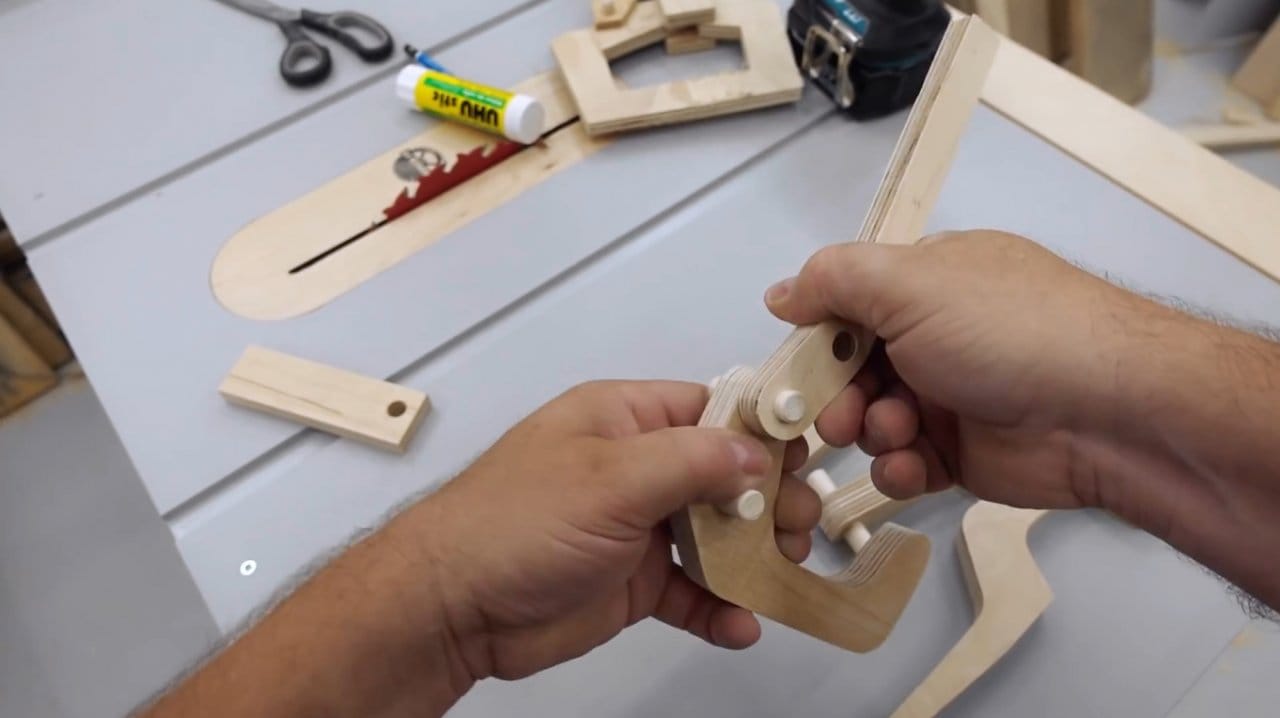

Готовые детали струбцины-захвата выглядят следующим образом.

После предварительной сборки автор скругляет оставшиеся острые углы.


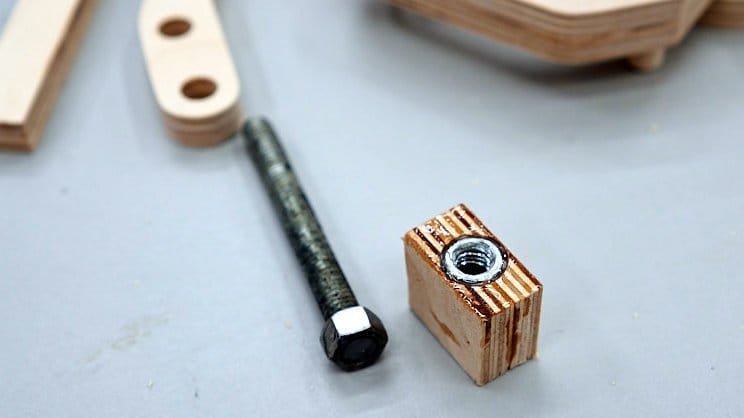
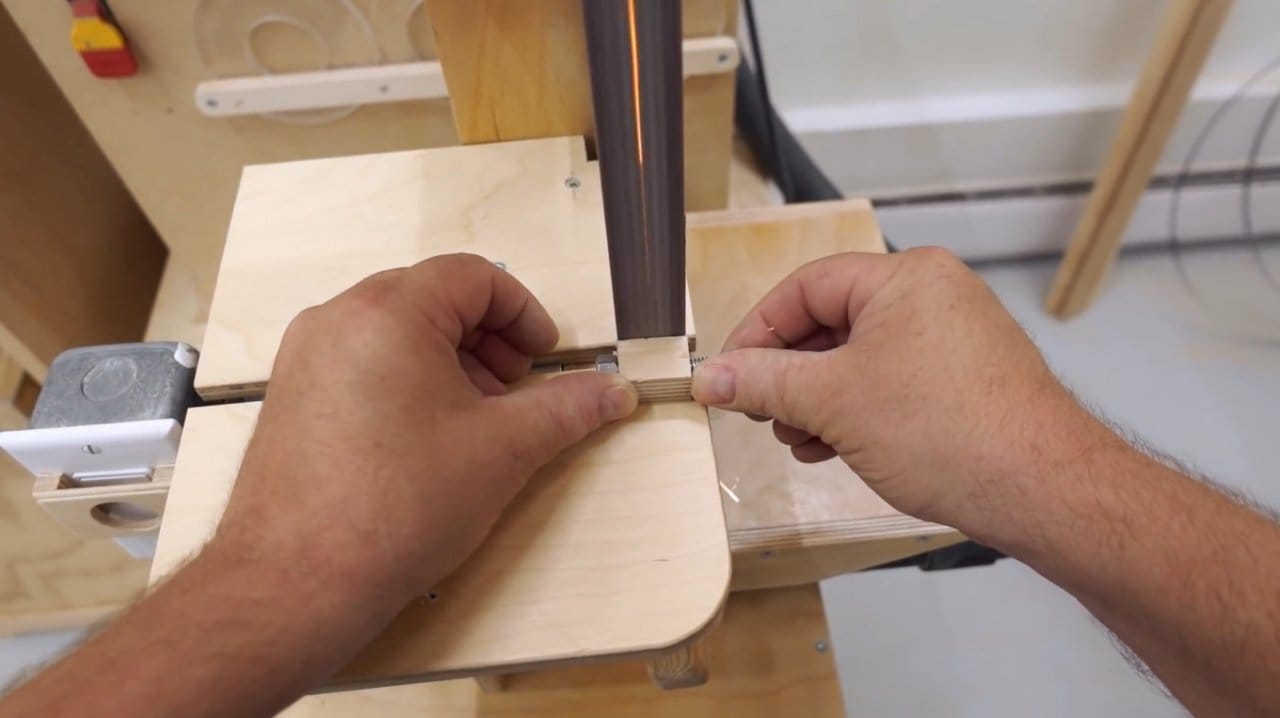
Для регулировки ширины захвата струбцины потребуется прижимной винт. Автор изготовит его из вот такой стальной шпильки M10 с резьбой. Шпилька отрезается по нужной длине болгаркой с алмазным диском по металлу.
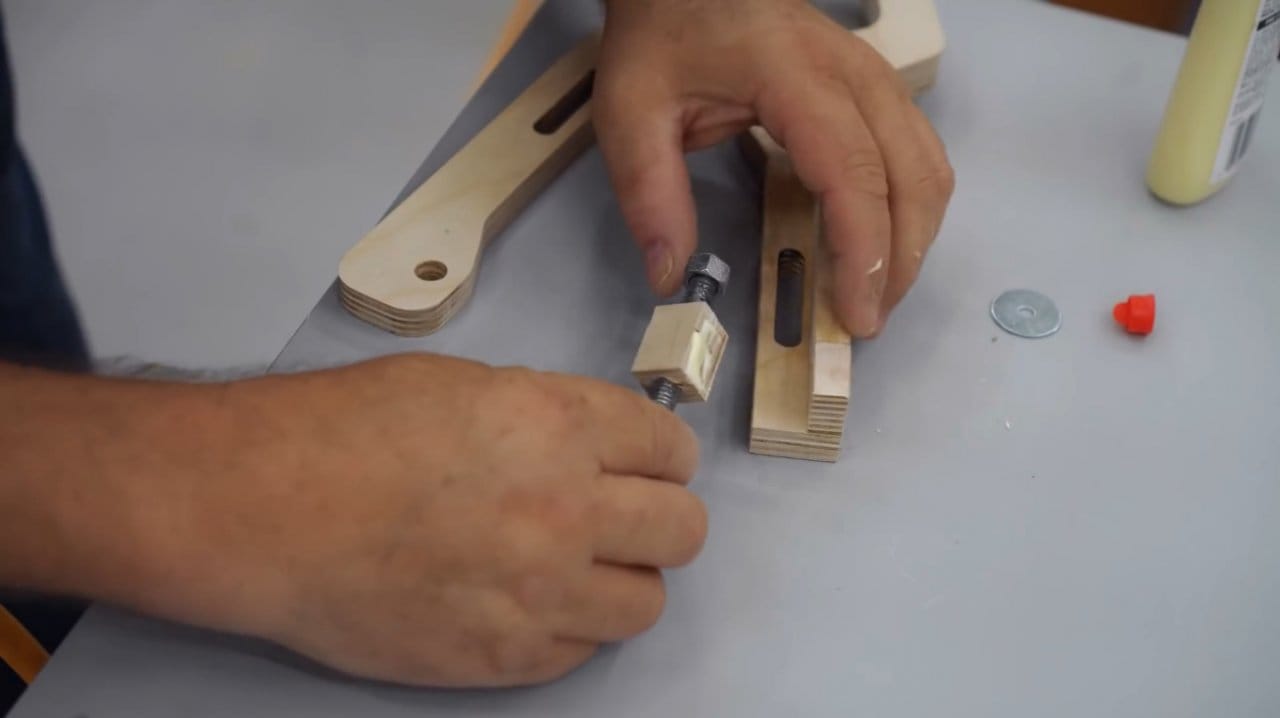
Позднее она будет вкручена в небольшой фанерный брусок из ¾ дюймовой фанеры. Его размеры определяются размерами самой струбцины.

По центру бруска, сверлом Форстнера делается глухое отверстие, которое должно вместить в себя гайку M10. Оставшуюся часть отверстия умелец проходит сверлом на 10 мм.

К сожалению брусок раскололся надвое. Но это поправимо. Двухкомпонентная эпоксидная смола и нейлер в помощь.


Той же эпоксидной смолой мастер закрепляет гайку, помещённую в блок.
А также приклеивает гайку, которая была прежде накручена на стальную шпильку. При этом данная гайка загоняется на самый ее конец.

Эпоксидный клей полимеризуется в течение часа.
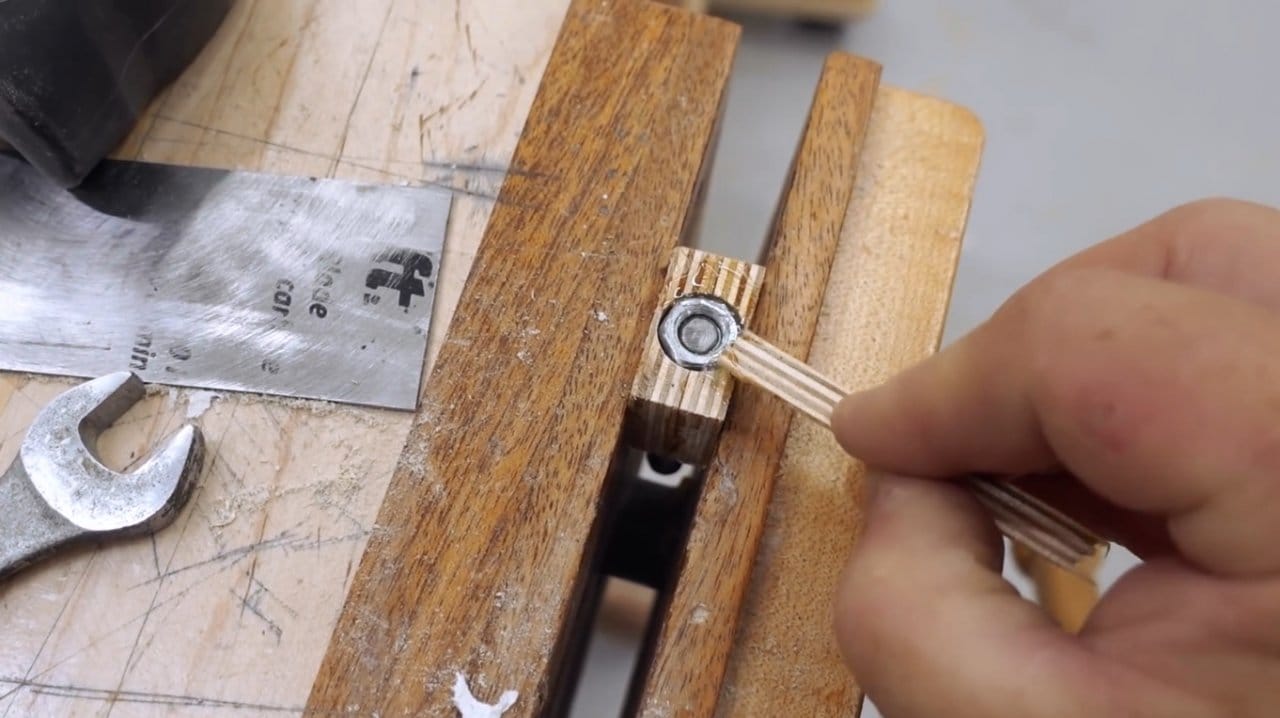
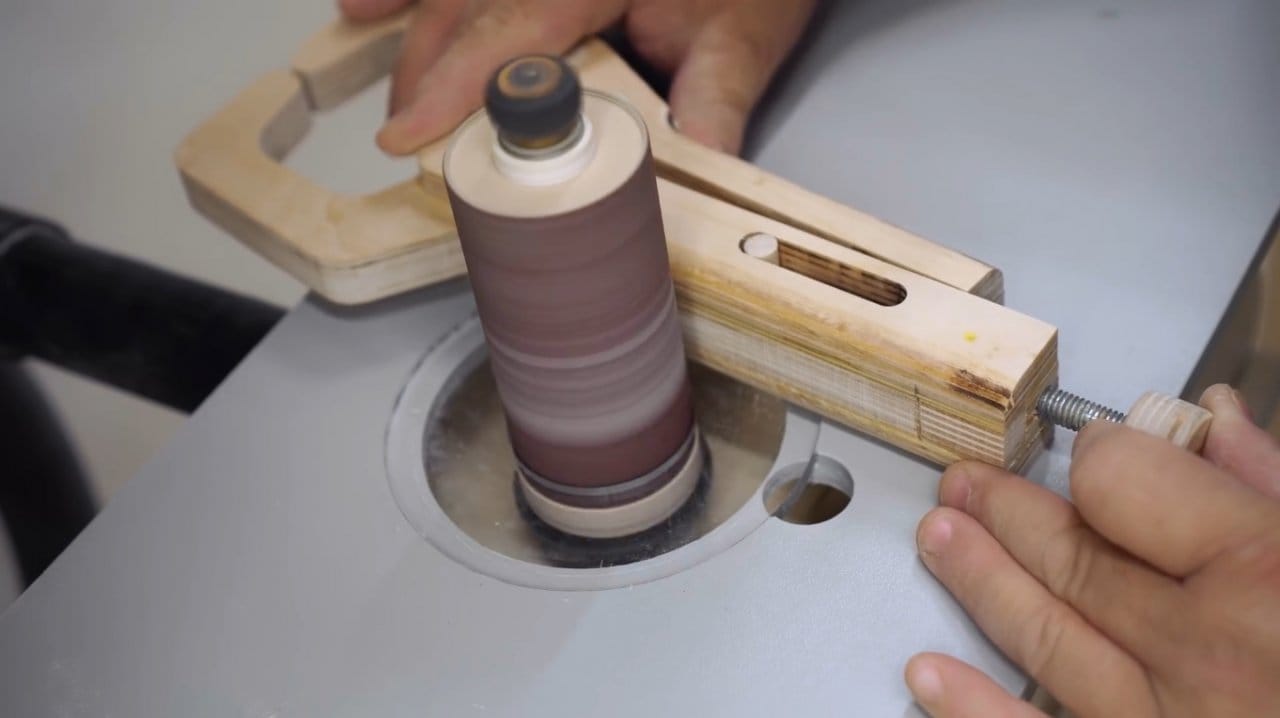
Теперь фанерный блок стачивается до нужных размеров.


Для удобства обработки в блок ввинчивается стальная шпилька. На фотографии видно искры от гвоздя, скрепляющего блок. Его следовало забивать ближе к гайке.

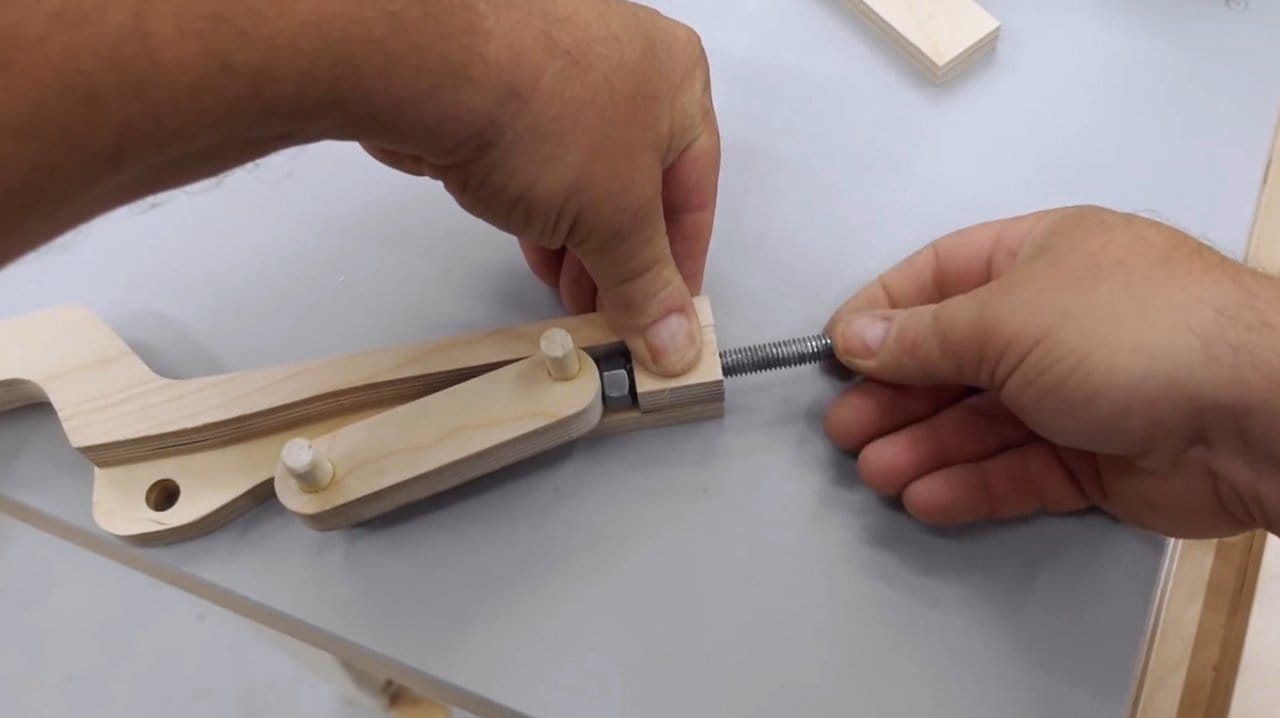
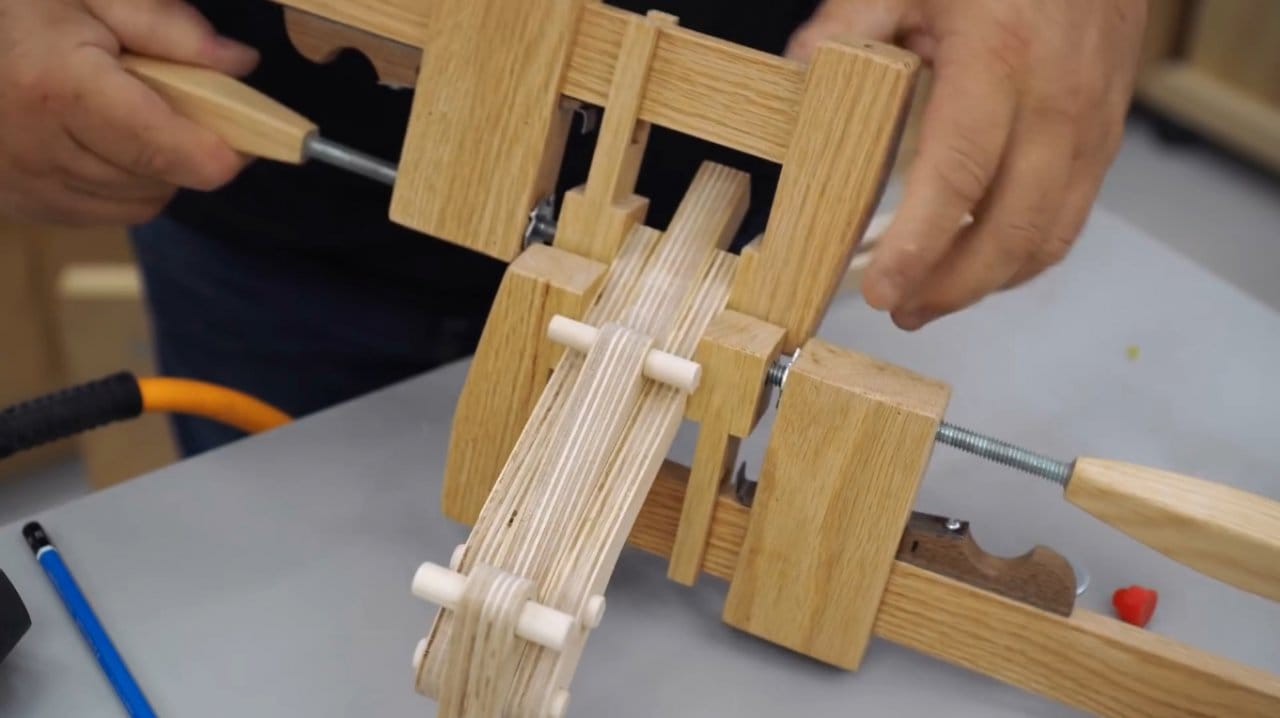
Теперь можно приступать к сборке струбцины.
Вот таким образом прижимной винт будет воздействовать на шарнирную деталь, смещая ее вдоль паза.

Одна боковая панель рукоятки с пазом приклеивается к шейке неподвижной губки, и фиксируется нейлером.


Далее на свое место вклеивается блок с гайкой и прижимным винтом. Эту деталь на время склейки мастер фиксирует пружинными зажимами.

Между двумя частями рычага устанавливается подвижная губка, и шарнир.



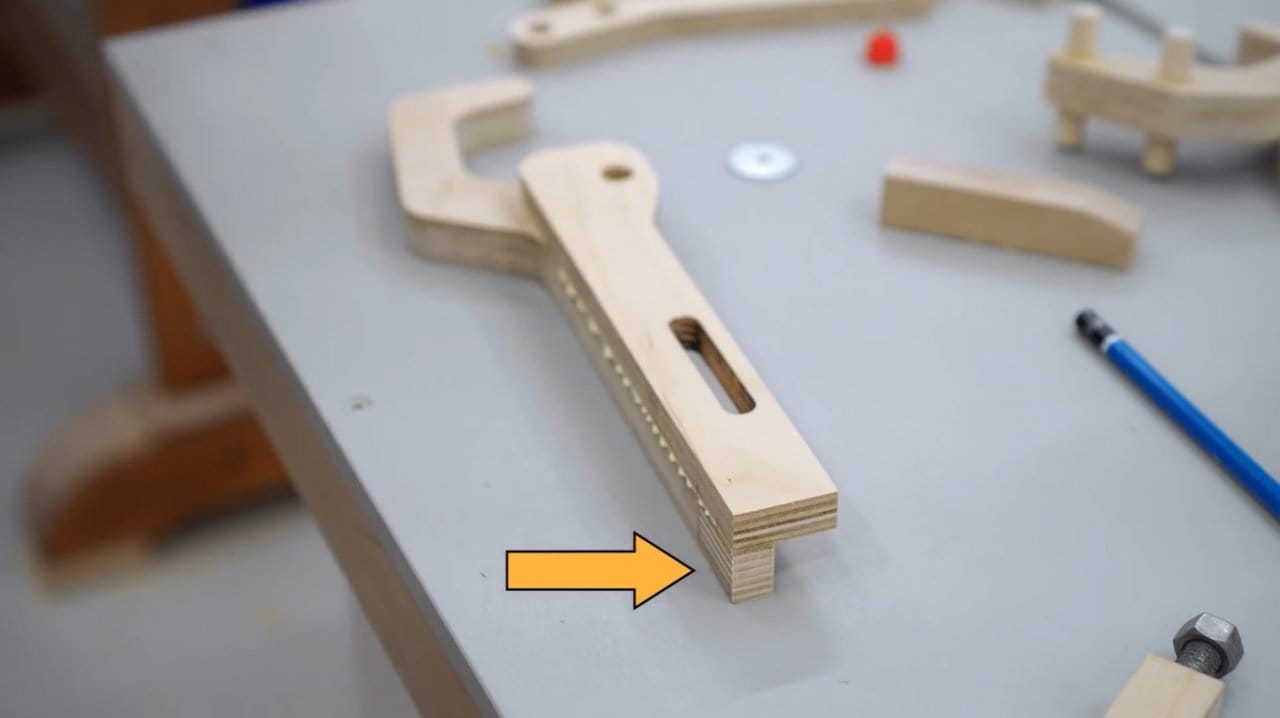
В хвостовую часть рычага вклеивается небольшая вставка.




Эта часть также усиливается гвоздиками, и фиксируется в тисках на время склеивания.

После высыхания клея излишек вставки срезается, и хвостовик рычага шлифуется.



Оставшиеся оси шарнира и подвижной губки вставляются в ответную часть струбцины, а затем приклеивается последняя боковая часть рукоятки.



Пока происходит склеивание, автор периодически двигает вторую губку, чтобы случайно не приклеились подвижные части механизма.


Собранный инструмент следует оставить на ночь для полного высыхания. Но прежде автор приклеит на второй конец прижимного винта вот такую небольшую округлую ручку.


На следующий день идёт тестирование инструмента.



Далее нужно срезать выступающие излишки деревянных осей, и закруглить грани инструмента радиусной фрезой с упорным подшипником.



При помощи ручного рубанка закругляются грани, недоступные для фрезера.

Теперь выполняется окончательная шлифовка всех поверхностей.



Остается покрыть готовое изделие прозрачным акриловым лаком.


Все трущиеся элементы смазываются парафином.


Вот так двигаются части механизма.



Этим зажимом удобно стягивать детали как при склеивании, так и при обработке.




Благодарю Джона за предоставленный шаблон, и подробные инструкции по изготовлению гейферного захвата для столярных работ.
Металлический аналог инструмента можно приобрести на Aliexpress по этой ссылке.



Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.


















0 Комментарии